

Finishing Is Where Engineering Meets Appearance
Alloy wheel finishing is not only about making a wheel look attractive. It is the final visible layer of a controlled manufacturing process. Surface preparation, polishing, coating, clear coat and final inspection all affect how the wheel looks when the customer receives it and how well the finish survives handling, installation and road use.
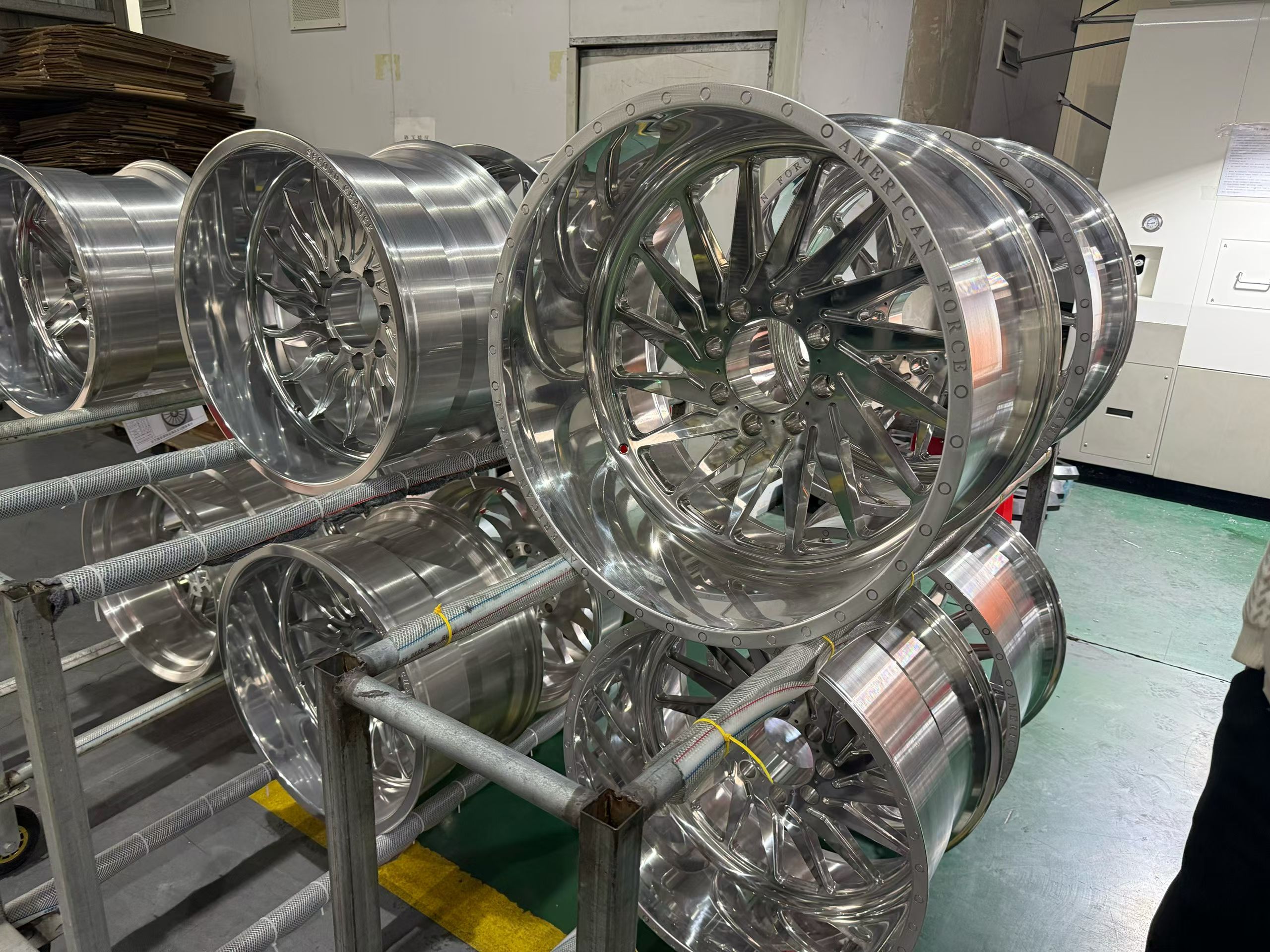
For custom forged wheels, finishing quality is especially important because customers often choose specific colors, machined faces, brushed textures or gloss levels. These visual details must be repeatable across a full order, not only on one sample wheel.
| Finishing step | Control point | Customer impact |
|---|---|---|
| Deburring | Remove sharp edges around spokes, bolt holes and barrel zones | Improves safety and finish uniformity |
| Surface cleaning | Remove oil, dust, polishing compound and machining residue | Supports coating adhesion and reduces defects |
| Polishing / brushing | Control texture direction, depth and visible tool marks | Creates a consistent premium appearance |
| Coating / painting | Film thickness, color consistency and curing condition | Improves corrosion resistance and batch consistency |
| Clear coat | Gloss, coverage, edge protection and curing | Protects machined details and color finish |
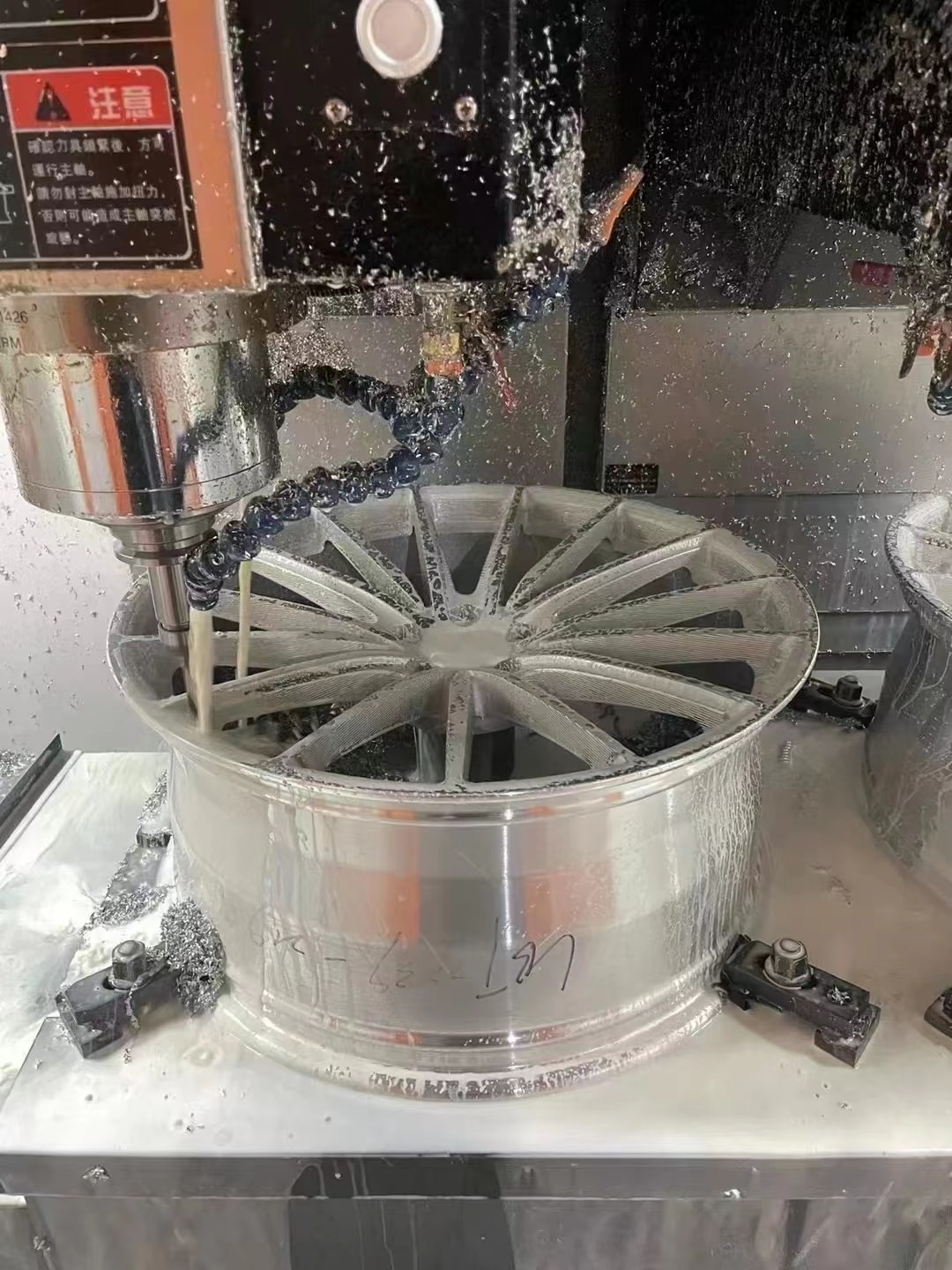
Surface Preparation Before Coating
Coating quality depends heavily on what happens before coating. If the wheel surface contains oil, abrasive residue, dust or unremoved burrs, the coating may show pinholes, poor adhesion, rough texture or uneven gloss. A professional finishing route includes cleaning, masking, inspection and controlled handling before the wheel enters the coating booth.
Customers should pay attention to how the supplier controls complex spoke areas, bolt holes, rim edges and inner barrel surfaces. These zones are more likely to show thin coating, polishing marks or poor coverage if the finishing process is rushed.
Common Finish Defects and How They Are Prevented
| Defect | Typical cause | Prevention method |
|---|---|---|
| Pinholes | Surface contamination or trapped air | Better cleaning, stable pretreatment and controlled curing |
| Orange peel | Coating flow or curing inconsistency | Stable spray parameters and curing temperature control |
| Color variation | Uncontrolled batch, film thickness or curing difference | Color sample comparison and batch tracking |
| Polishing marks | Uneven manual polishing or poor abrasive sequence | Defined polishing standard and visual audit under proper lighting |
| Edge weakness | Insufficient coverage near sharp geometry | Deburring, correct coating angle and edge inspection |
Quality Control Beyond Appearance
Finishing inspection should not stop at color and gloss. The wheel still needs dimensional confidence, runout control, balance readiness and packaging protection. A good supplier connects the finish inspection result to the production batch, order specification and final packing record.
For export orders, customers should ask for finish sample approval, defect classification, coating thickness control where applicable, packing photos and final inspection records. This is especially useful when different finishes are shipped together in one order.
Customer Takeaway
Finishing quality is repeatability. A supplier with strong finishing control can explain surface preparation, coating thickness, color standard, clear coat coverage, defect handling and final packaging protection before the order leaves the production site.